
選擇高地就是選擇質量 公司電話:0632-5806100
18563225657
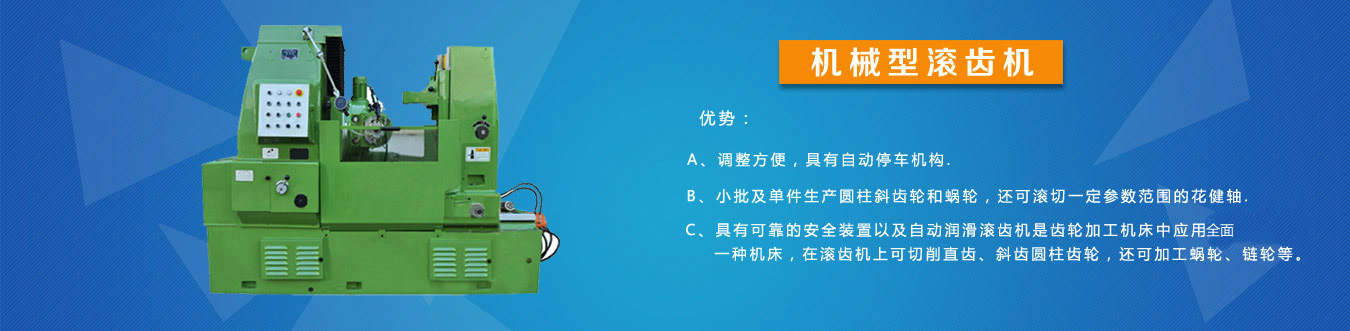

本機床具有足夠的剛度,在滾切齒輪時,可以一次加工至所需的齒深,也可分幾次切削(分層切削),在分層切削時必須依照一定的規則變更其每次的切削用量,如選用適當的切削速度、進給量及合理的精切深度,并準確地安裝好工件,本機床可切削出七級精度齒輪。
那么造成滾齒機刀架電動機不能自動停止運行的原因都有哪些?
1、故障原因分析
A.行程開關SQ2與擋鐵攔塊位置安裝不合適,不能準確地觸及SQ2觸頭。
B.行程開關SQ2內部觸點損壞或動作機構損壞。
2、滾齒機檢修方法與技巧:
A.檢査終點行程開關與擋鐵塊安裝位置是否適當,若不適當要重新調整,使擋鐵運動到預定位置時能正好觸及行程開關觸頭。
B.用手撥動行程開關SQ2外觸頭,若聽不到“啪、啪”聲,在用萬用表電阻擋測常閉觸點又不能一次次斷開與接通時,證明開關已損壞,應更換行程開關SQ2。
由于本機床上具有液壓平衡裝置來平衡刀架的切削抗力,因此,本機床可作順銑加工,以提升機床生產效率。在機床上裝有刀架快速移動裝置及在切削終止時自動停止運轉機構,故本機床不僅廣泛適用于齒輪加工,且操作方便,同時渴進行多機床管理。