
選擇高地就是選擇質量 公司電話:0632-5806100
18563225657


|
最大切削模數 |
鋼材 |
5mm |
||
|
鑄鐵 |
6mm |
|||
|
加工直齒圓柱齒輪最大直徑 |
有外支架 |
350mm |
||
|
無外支架 |
500mm |
|||
|
加工圓柱螺旋齒輪最大直徑 |
當旋轉角度為30°時 |
370mm |
||
|
當旋轉角度為45°時 |
250mm |
|||
|
滾刀的最大垂直行程長度 |
260mm |
|||
|
最大滾切長度 |
240mm |
|||
|
滾刀心軸至工作臺 |
最大 |
320mm |
||
|
最小(工作臺臺面到滾刀心軸的距離小于85mm時為30mm) |
2.5mm |
|||
|
工作臺面至滾刀心軸中心線的最小距離 |
170mm |
|||
|
滾刀可換新軸直徑 |
22 27 32mm |
|||
|
滾刀最大直徑 |
120mm |
|||
|
工作臺孔直徑 |
60mm |
|||
|
工作臺心軸直徑 |
30mm |
|||
|
滾刀主軸轉速 |
級數 |
8級 |
||
|
范圍 |
50~275轉/分 |
|||
|
工件每轉滾刀垂直進給量 |
0.24~4.25毫米/轉 |
|||
|
主電機功率 |
3kw |
|||
|
主電機轉速 |
1430轉/分 |
|||
|
泵電機功率 |
0.125kw |
|||
|
泵電機轉速 |
2790轉/分 |
|||
|
機床重量 |
2400kg |
|||
|
機床外形尺寸(長×寬×高) |
1825×935×1730mm |
|||
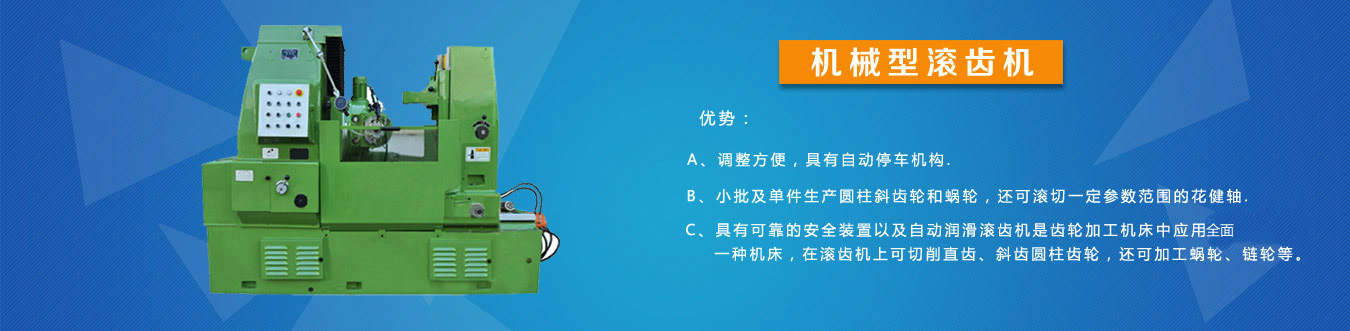
Y3150滾齒機具有以下特點:
(1)小批及單件生產圓柱斜齒輪和蝸輪,還可滾切一定參數范圍的花健軸;
(2)調整方便,具有自動停車機構;
(3)具有可靠的安全裝置以及自動潤滑滾齒機是齒輪加工機床中應用廣泛的一種機床,在滾齒機上可切削直齒、斜齒圓柱齒輪,還可加工蝸輪、鏈輪等。
滾齒機的工作原理:
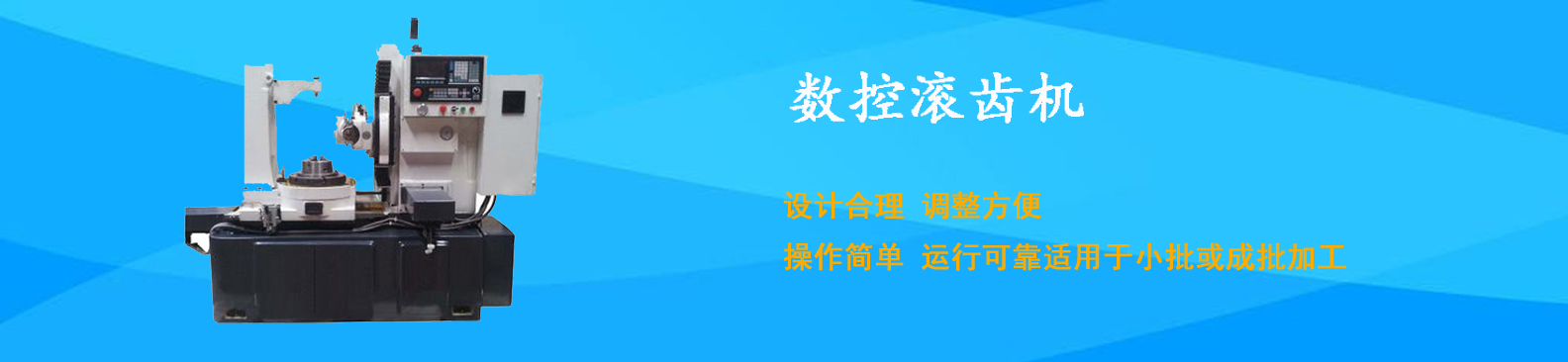
近些年新型滾齒機的銷量以絕對的優勢完勝傳統老式滾齒機,但是很多購買了滾齒機的客戶,對滾齒機的定義和滾齒機的工作原理都還不是很了解,下面就由我公司具有十多年經驗的老師傅為您進行詳細介紹。
滾齒機英文名叫gear hobbing machine是齒輪加工機床中應用廣泛的一種機床,在滾齒機上可切削直齒、斜齒圓柱齒輪,還可加工蝸輪、鏈輪等。 用滾刀按展成法加工直齒、斜齒和人字齒圓柱齒輪以及蝸輪的齒輪加工機床。滾齒機又可分為臥式滾齒機、數控滾齒機、立式滾齒機等類型,滾齒機使用特制的滾刀時也能加工花鍵和鏈輪等各種特殊齒形的工件。普通滾齒機的加工精度為7~6級(JB179-83),高精度滾齒機為4~3級。加工直徑達15米。
滾齒加工的工作原理:滾齒時切削齒坯的刀具為滾刀,由于滾刀的螺旋升角較大,所以外形象一個蝸桿,滾刀在垂直于螺旋槽方向開槽,形成若干切削刃,其法向剖面具有齒條形狀。因此當滾刀連續旋轉時,刀齒可視為一個無限長的齒條的移動,如圖8-69b,同時刀齒由上而下的進行切削,保持齒條(滾刀)和齒坯之間的嚙合關系,滾刀就可在齒坯上加工出漸開線齒形,圖8-69c。

滾齒加工的精度一般為8~7級,表面粗糙度Ra為3.2~1.6μm。
滾齒加工是在滾齒機上進行的,圖8-70為滾齒機外形圖。滾刀安裝在刀架上的滾刀桿上,刀架可沿著立柱垂直導軌上下移動。工件則安裝在心軸上。

Y3150滾齒機實拍加工現場:

滾齒機滾齒時必須有以下幾個運動:
1.切削運動(主運動) 即滾刀的旋轉運動,其切削速度由變速齒輪的傳動比決定。
2.垂直進給運動 即滾刀沿工件軸線自上而下的垂直移動,這是保證切出整個齒寬所必須的運動,由進給掛輪的傳動比再通過與滾刀架相連接的絲桿螺母來實現。
3.分齒運動 即工件的旋轉運動,其運動的速度必須和滾刀的旋轉速度保持齒輪與齒條的嚙合關系。其運動關系由分齒掛輪的傳動比來實現。對于單線滾刀,當滾刀每轉一轉時,齒坯需轉過一個齒的分度角度,即1/z轉(z為被加工齒輪的齒數)。
在滾齒時,一定確保滾刀刀齒的運動方向與被切齒輪的齒向保持一致,然而由于滾刀刀齒排列在一條螺旋線上,刀齒的方向與滾刀軸線并不垂直。所以,必須把刀架扳轉一個角度使之與齒輪的齒向協調。滾切直齒輪時,扳轉的角度就是滾刀的螺旋升角。滾切斜齒輪時,還要根據斜齒輪的螺旋方向,以及螺旋角的大小來決定扳轉角度的大小及扳轉方向。
臥式滾齒機的齒輪滾刀是一種專用刀具,每把滾刀可以加工模數相同而齒數不等的各種大小不同的直齒或斜齒漸開線外圓柱齒輪。
在滾齒機上除加工直齒、斜齒外圓柱齒輪外,也可以加工蝸輪、鏈輪。但不能加工內齒輪。對于加工雙聯齒輪和三聯齒輪它也受到許多限制。

很多新手收到滾齒機不知如何使用,作為滾齒機生產廠家下面就為大家闡述一下滾齒機是如何調試運作的。
1. 調試前注意檢查與加工有關的部位:如刀桿,刀具凸臺,芯軸,工裝的定位端面跳動是否符合加工要求,工件的配合間隙是否合理。具體要求: 1) 夾具端面跳動0.006~0.013之間(根據端面大小); 2) 心軸徑向跳動小于0.01,上下頂尖錐面跳動小于0.01; 3) 滾刀刀桿端面和徑向跳動小于0.01,滾刀軸臺徑向跳動小于0.01;
2. 刀架與刀軸交角是否安加工產品需要±λ角到位(同向相減,異向相加,如右旋工件右旋刀具角度相減,否則相加)。
3. 按產品參數計算好分齒掛輪,差動掛輪和走刀掛輪并正確裝好鎖緊。
4. 開機前再次檢查好滾刀,工件是否壓緊鎖好,滾刀是否處于安全位置。
5. 開機后注意將滾刀軸向(上下)初始進刀(安全)位置擋塊鎖緊。
6. 手動徑向進刀,待滾刀接觸到工件外徑時(允許吃刀0.1以便于觀察),此時位置為有效進刀位置起點,在此基礎上按以下公式進行初次進刀試切:當α=(17.5 º ~22.5º)時進刀量為:L=Mn×2,待一個加工行程完成后,測量齒厚(公法線),與要求差的差值ΔSn×1.5為加工進刀量,直至加工到合格齒厚,這時刀具位置為加工位置。鏈輪的進刀量按齒全深減1mm直接進刀試切,待加工位置能進行齒根檢測時,進行檢測后再進刀檢測直至確定尺寸。
7. 固定好刀架加工行程擋塊(行程開關)位置上,進行循環加工。
8. 滾刀的使用:滾刀邊齒齒形是不完整的,所以在加工時不允許使用的,剛開始加工時,滾刀應從除開邊齒的第一個齒開始,逐漸往另一端移動,直至到另一個邊齒前。產品齒面出現啃刀,拉傷時這時就應該及時移刀,以免造成嚴重批量不合格產品。
9. 加工過程中應隨時注意機器的運轉狀況,并對產品進行及時檢驗,發現問題及時糾正。
如何正確的操作y3150滾齒機?
1、滾齒機操作者必須熟悉本設備結構性能,經考試合格取得操作證后方可獨立操作。
2、操作者要認真做到“三好”(管好、用好、修好)“四會”(會使用、會保養、會檢查、會排除故障)。
3、操作者必須遵守使用設備的“五項紀律”和維護設備的“四項要求”規定。
4、嚴格按照設備潤滑圖表規定進行加油,做到“五定”(定時、定點、定量、定質、定人),注油后應將油杯(池)的蓋子蓋好。 5、操作者要隨時按照“巡回檢查內容”的要求對設備進行檢查。
6、嚴禁超規范、超負荷使用設備。
7、停車八小時以上再開動設備時,應先低速運轉五分鐘,確認潤滑系統暢通,各部傳動正常后再開始工作。
8、工作前必須正確安裝刀具:
(1)刀具的內孔、端面與心軸及墊圈的接觸面要清潔,配合要適當。
(2)刀具不合規格、錐度不對不得裝卡。
(3)裝卡的刀具必須緊固。
9、開動機床前應先啟動潤滑油泵。檢查各部潤滑正常,指示訊號正確后才能開車。
10、加工扇形齒輪時必須進行平衡配重。
11、工作前應正確計算各掛輪架的齒輪。掛換的齒輪要鎖緊、嚙合間隙要適當(一般在0.06mm左右)。選用的齒輪其嚙合齒面應清潔,無刻痕、毛刺、油污。掛輪箱內不得有工具和雜物。
12、工作前根據銑齒寬度調整好行程撞塊的位置。
13、工作前應按工件材質、齒輪模數、銑刀耐用度選用合理的切削用量。并根據加工直齒、斜齒變好差動機構離合器的脫開或接通,以防發生事故。
14、操作者不得自行調整各部間隙。
15、多工件堆積切削時,其接觸面要平直清潔,不得有鐵屑等雜物。
16、在吊裝(卸)工件時必須根據工件的重量和形狀選用安全的吊具和方法,不得碰撞滾齒機。
17、裝卡工件要緊固牢靠,不得松動。
18、當切削不同螺旋角齒輪時,刀架轉度時應注意平衡或用吊車將刀架扶住,避免突然傾斜發生事故;轉度后應緊固牢靠。
19、對能加工直徑≥φ3000的重型滾齒機必須根據工件重量按照說明書要求正確調整工作臺卸荷壓力,確保工作臺手動運轉靈活。
20、不得機動對刀和上刀。
21、禁止在運轉中變速。
22、切削過程中銑刀未停止進給時,不得停車。
23、工作中要經常檢查各部軸承的溫升,不許超過50℃。
24、禁止用磨鈍了的刀具進行切削。
25、禁止操作者離開或托人代管開動著的設備。
26、有液壓平衡裝置的設備在順銑時,應注意按機床規定調整好工作壓力。
27、加工齒數少的齒輪時,應按機床規定計算,不得超過工作臺蝸桿允許的工作速度。
28、工作中必須經常檢查設備各部運轉情況和潤滑系統的工作情況(通過油窗、油標及信號、儀表等裝置)。如運轉和潤滑不良時,應立即停車通知檢修。
29、禁止在設備上堆放工具、附件和雜物。經常檢查清除導軌及絲杠、光杠上的鐵屑和油污,并保持周圍環境衛生。
30、嚴禁在機床工作臺、床身導軌校正或敲打工件。
31、經常檢查臥式滾齒機工件、刀具及掛輪架齒輪的緊固情況,防止松動。
32、加工鑄鐵件后應徹底清除鐵屑,防止導軌研傷。
33、設備發生事故時,操作者不得自行調整或拆卸,應保持現場并及時報告公司和設備科。
34、工作后將各手柄放在非工作位置,刀架鞍座放在低位置、工作臺放在導軌中間位置,立柱退回并切斷電源。
35、下班前十五分鐘停機清掃設備,清掃部位按照設備“巡回檢查內容”的有關規定進行。
36、一班制設備操作者要做好運行保養記錄,倒班制設備要按交接班制度進行交接。