
選擇高地就是選擇質量 公司電話:0632-5806100
18563225657
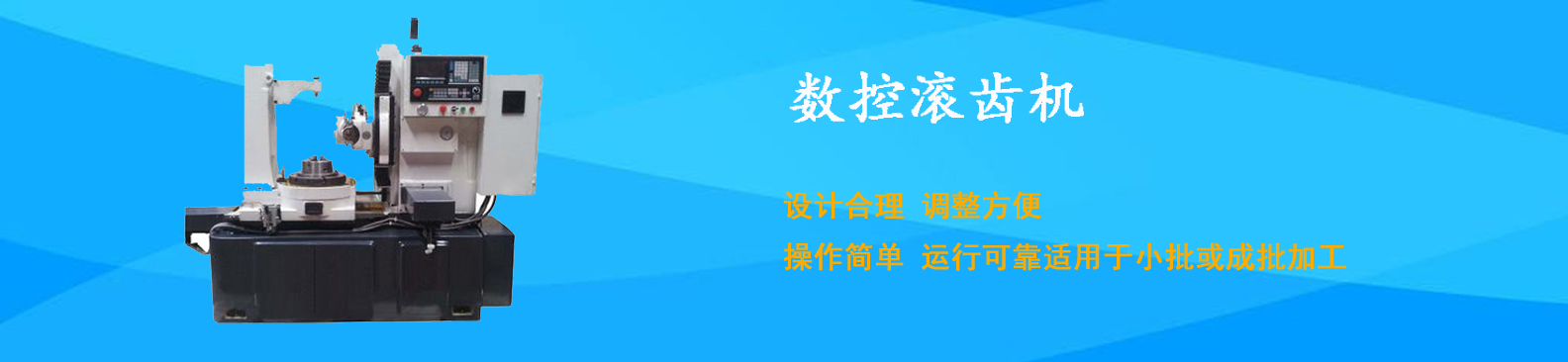

數控滾齒機數控滾齒機適用于成批、小批及單件生產加工圓柱齒輪和蝸輪,及一定參數的鼓形齒輪也可用花鍵滾刀連續分度滾切長度小于300的6齒及6齒以上的短花鍵軸。且用鏈輪滾刀可以滾切鏈輪。加工圓柱齒輪時可采用逆銑和順銑滾切,采用軸向進給(垂直進給)的方法加工出全齒寬。 數控滾齒機滾切普通蝸輪是采用徑向進給的方法進行加工。數控滾齒機加工花鍵軸及鏈輪時機床的調整及加工方法與加工圓柱直齒輪時一樣。
滾齒機廣泛應用于汽車、拖拉機、機床、工程機械、礦山機械、冶金機械、石油、儀表、飛機航天器等各種機械制造業。齒輪加工機床加工各種圓柱齒輪、錐齒輪其他帶齒零件齒部機床。齒輪加工機床品種規格繁多,有加工幾毫米直徑齒輪小型機床,加工十幾米直徑齒輪大型機床,還有大量生產用機床加工精密齒輪高精度機床。
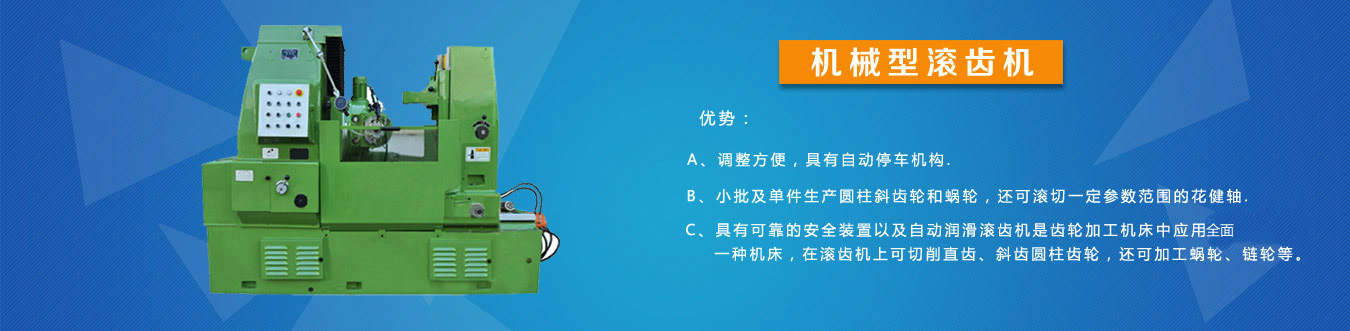
古代齒輪用手工修銼成形。1540年,意大利托里亞諾制造鐘表時,制成一臺使用旋轉銼刀切齒裝置;1783年,法國勒內制成了使用銑刀齒輪加工機床,并有切削齒條內齒輪附件;1820年前后,英國懷特制造出第一臺既能加工圓柱齒輪又能加工圓錐齒輪機床。具有這一性能機床到19世紀后半葉又有發展。1835年,英國惠特沃思獲得蝸輪滾齒機專利;1858年,席勒取得圓柱齒輪滾齒機專利;以后經多次改進,至1897年德國普福特制成帶差動機構滾齒機,才圓滿解決了加工斜齒輪問題。制成齒輪形插齒刀后,美國費洛斯于1897年制成了插齒機。由于汽車工業需要,各種磨齒機相繼問世。1930年左右美國制成剃齒機;1956年制成珩齒機。60年代以后,現代技術一些先進圓柱齒輪加工機床上獲得應用,比如大型機床上采用數字顯示指示移動量切齒深度;滾齒機、插齒機磨齒機上采用電子伺服系統數控系統代替機械傳動鏈交換齒輪;用設有故障診斷功能可編程序控制器,控制工作循環變換切削參數;發展了數字控制非圓齒輪插齒機適應控制滾齒機;滾齒機上用電子傳感器檢測傳動鏈運動誤差,并自動反饋補償誤差等。到目前為止,我公司又研制出了新型數控滾齒機,調整方便,具有自動停車機構。它有數控編程,采用新技術工藝,大大提高了工人的工作效率及加工精度,同時,公司也提供非標定制,根據客戶要求定制專屬滾齒機設備。
高地機床將繼續加大在滾齒機領域的投資和滾齒機的科研研發力度,遵循“科技新、技術革新、創造尖端”的發展模式,構建全新的滾齒機產業鏈條,努力成為山東滾齒機機械的領跑者。