
選擇高地就是選擇質量 公司電話:0632-5806100
18563225657
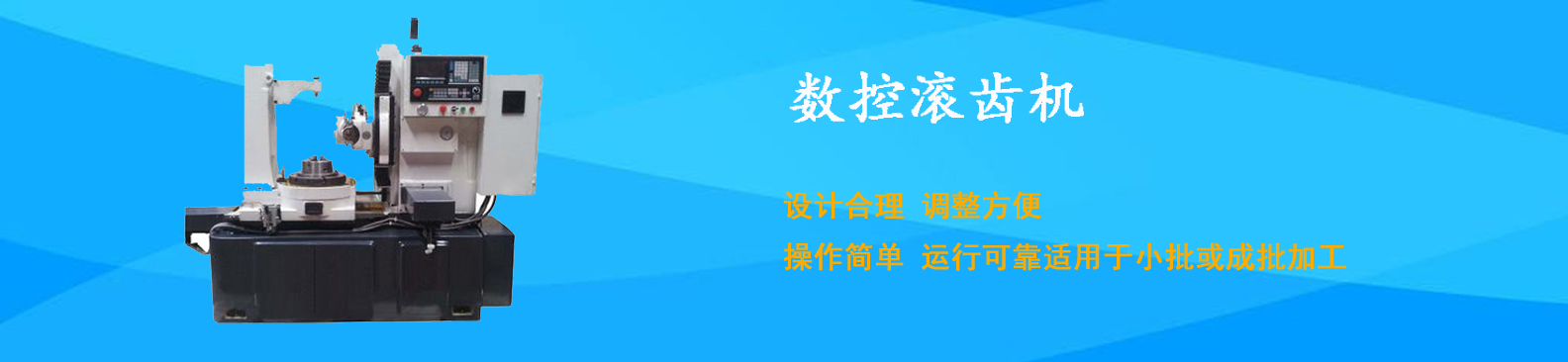

數控滾齒機適用于成批、小批及單件生產加工圓柱齒輪和蝸輪,及一定參數的鼓形齒輪也可用花鍵滾刀連續分度滾切長度小于300的6齒及6齒以上的短花鍵軸。且用鏈輪滾刀可以滾切鏈輪。加工圓柱齒輪時可采用逆銑和順銑滾切,采用軸向進給(垂直進給)的方法加工出全齒寬。 數控滾齒機滾切普通蝸輪是采用徑向進給的方法進行加工。YK3150數控滾齒機加工花鍵軸及鏈輪時機床的調整及加工方法與加工圓柱直齒輪時一樣。
數控滾齒機具有以下特點:
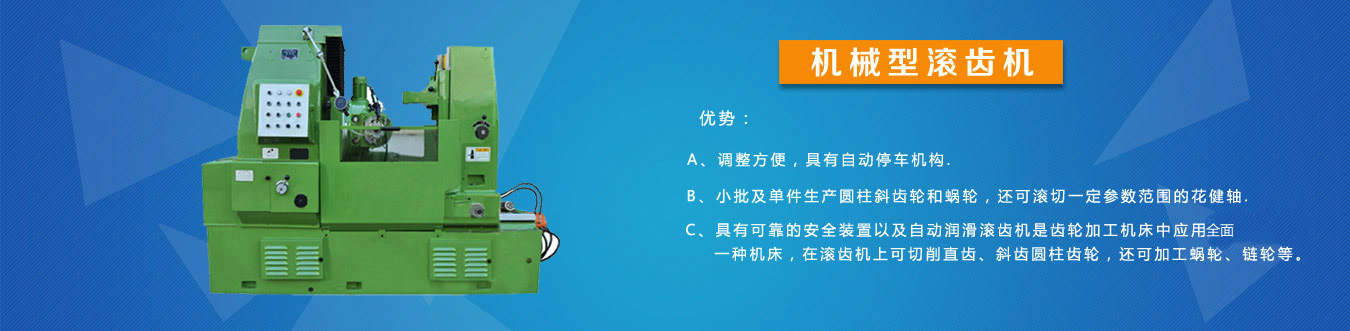
(1)小批及單件生產圓柱斜齒輪和蝸輪,還可滾切一定參數范圍的花健軸.
(2)調整方便,具有自動停車機構
(3)具有可靠的安全裝置以及自動潤滑滾齒機是齒輪加工機床中應用廣泛的一種機床,在滾齒機上可切削直齒、斜齒圓柱齒輪,還可加工蝸輪、鏈輪等。
滾齒機試車的步驟、方法及注意事項是什么?
1、實車前應仔細閱讀實驗指導書,明確實驗的目的、要求、方法;根據滾齒機傳動系統圖了解機床各傳動鏈的組成、結構及其調整方法;
2、根據所給定的工件及滾刀的數據條件進行各傳動鏈的換置計算;
3、根據上述計算結果,安裝配換齒輪;
4、潤滑機床,空運轉試車,并檢查各運動的方向;
5、安裝齒輪毛坯,并檢查與校正徑向跳動;
6、安裝滾刀并調整其隊中位置;
7、脫開垂直進給傳動鏈,調整滾刀垂直位置,使滾刀軸心線稍低于工件的上表面;
8、開動機床,手搖(或電動)立柱移動使滾刀接近工件,一直到滾刀剛接觸到工件表面,在將立柱水平移動刻度環到“零”位,當工件與滾刀對滾一圈后,停車并從工件表面上所切出的刀痕檢查加工的齒數是否正確;
9、將刀架向上移動一定程度,調整刀架的偏轉角度;
10、水平移動立柱,使滾刀向工件切入,切入深度為第一次粗切深度;
11、接通垂直進給傳動鏈,進行第一次粗切,同事調整垂直進給的位置開關;
12、第一次粗切完成后,再移動立柱,距離為第二次切削的位移量,進行第二次切削;
13、加工完畢后停車,快速退回刀架,退出立柱,檢查工件尺寸,即檢查齒輪公法線長度; 14、卸下工件、滾刀及全部掛輪,并清理機床。
上一篇:滾齒機使用小技巧
下一條:滾齒機齒輪滾刀具有什么性能和特點