滾齒機硬齒面刮削加工的關鍵技術分析
- 發布時間:
- 2019/3/7 14:33:49
- 閱讀次數:
- 3387
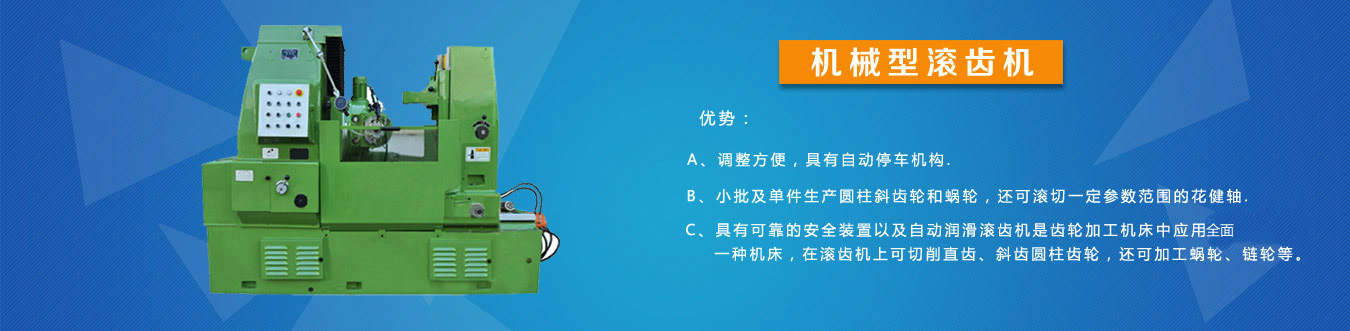
滾齒機英文名叫gear hobbing machine是齒輪加工機床中應用最廣泛的一種機床,在滾齒機上可切削直齒、斜齒圓柱齒輪,還可加工蝸輪、鏈輪等。 用滾刀按展成法加工直齒、斜齒和人字齒圓柱齒輪以及蝸輪的齒輪加工機床。滾齒機又可分為
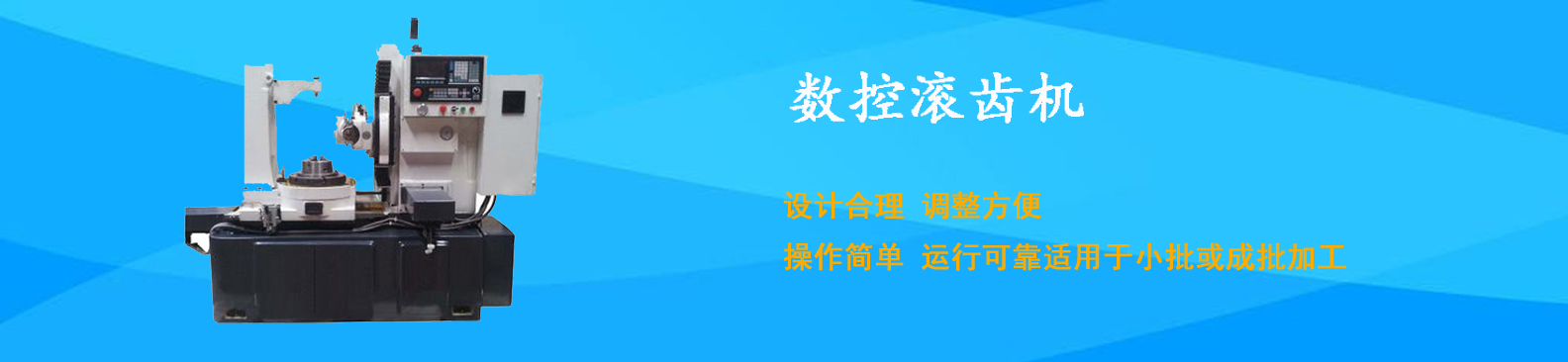
臥式滾齒機、
數控滾齒機、立式滾齒機等類型,滾齒機使用特制的滾刀時也能加工花鍵和鏈輪等各種特殊齒形的工件。
而隨著機床、刀具等綜合技術的發展,從20世紀80年代起,國內外企業已逐漸采用硬齒面刮削作為淬硬齒輪(40~65HRC)的半精、精加工方法。這種方法可加工任意螺旋角、模數1~40mm的齒輪。普通精度(6~7級)硬齒面齒輪,一般采用“滾—熱處理—刮削”工藝,粗、精加工在同一臺滾齒機上即可完成;齒面粗糙度要求較高的齒輪,可在刮削后安排珩齒加工;對于高精度齒輪,則采用“滾—熱處理—刮削—磨”工藝,用刮削作半精加工工序替代粗磨,切除齒輪的熱處理變形,留下小而均勻的余量進行精磨,可以節約1/2~5/6的磨削工時,經濟效益十分顯著。對于大模數、大直徑、大寬度的淬硬齒輪,因無相應的大型磨齒機,一般只能采用刮削加工。
淬硬齒輪熱處理前已由前序滾刀切出全齒形,因而刮削滾刀只對齒輪的齒形部分作微量切削。容易磨損的刀齒頂刃部分不參與切削,只有側刃參與切削。由于是從硬度很高的齒表切去薄薄的一層金屬,滾刀左、右側的切削刃同時嚙合的齒數是變化的,很難保證刀齒左、右切削面的切削量一致。切削力(尤其是沿滾刀軸向的分力)的周期性波動極易引起滾齒機的振動、讓刀打滑等,導致滾刀急劇磨損甚至崩刃。
目前國內外一般采用大負前角的硬質合金滾刀加工淬硬齒輪。硬質合金滾刀的硬度和耐磨性較好,但韌性和抗熱裂性能較差。以下從機床、刀具、夾具、齒坯、切削液、切削參數等方面逐一討論如何充分發揮這種切削方式的優勢。