
選擇高地就是選擇質量 公司電話:0632-5806100
18563225657
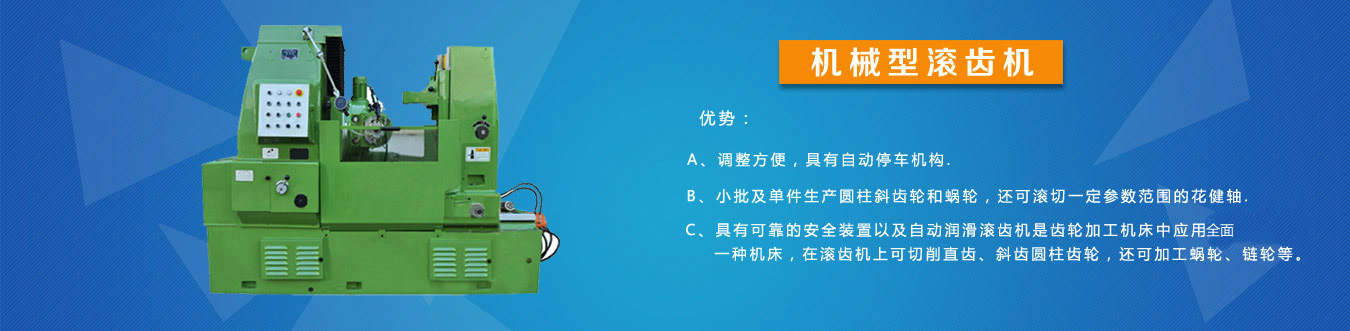
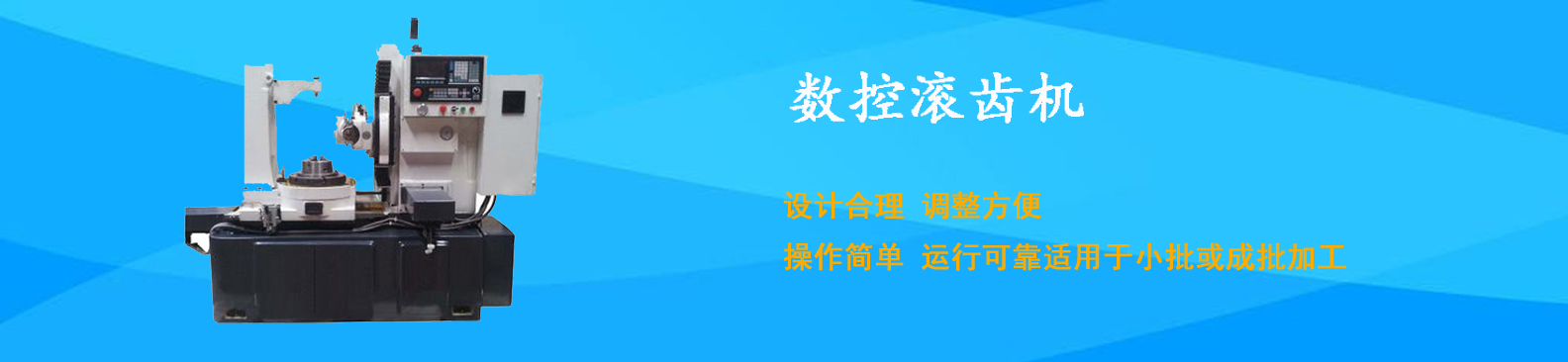

滾齒機是齒輪加工機床中應用廣泛的一種機床,在滾齒機上可切削直齒、斜齒圓柱齒輪,還可加工蝸輪、鏈輪等。 用滾刀按展成法加工直齒、斜齒和人字齒圓柱齒輪以及蝸輪的齒輪加工機床。這種機床使用特制的滾刀時也能加工花鍵和鏈輪等各種特殊齒形的工件。普通滾齒機的加工精度為7~6級(JB179-83),滾齒機為4~3級。加工直徑達15米。在運行滾齒機之前,檢查電源、電源容量是否滿足本機床的要求;檢查電箱外部所有電線、電纜的連接是否松動,電箱、機床本體、其他分離部分之間的電纜及電線是否連接好,機床的保護接地線是否可靠連接。檢查液壓、潤滑、冷卻管道是否連接好;液壓、潤滑油(潤滑脂)、冷卻油等是否與機床說明書的要求吻合;檢查各油池的油是否被加到指定的油位;按機床潤滑圖,給機床各潤滑點加油。滾齒機精度檢驗是按照圖紙的精度要求進行檢測,一般工件可用游標卡尺或千分尺測量,搖臂鉆床安裝分別測量工件的長、寬、高,誤差均在允許的公差范圍內,即為合格。
插齒機平直度的檢測是刀口直尺配合塞尺檢驗。將工件置于平臺上,用刀口直尺靠在被檢平面上。若整個平面各處均與刀口直尺接觸,則平直度良好,當平面不平時,則出現縫隙,此時應使用塞尺測量其縫隙的大小。刀口直尺透光檢驗。絕大多數工件的平直度沒有太大的誤差,一般可將刀口靠在被檢平面上,朝向光亮處,觀察其邊緣的透光情況。
臥式車床平行度的檢驗是當平行度要求不高時,可測量被測表面到基準面間的尺寸變動量。當平行度要求較高時,可將工件放置于標準平臺上,用百分尺表來測量。后者不僅測量了平行度,同時也測量了平直度。
以上便是滾齒機、插齒機、臥式車床運行之前精度檢測的方法,希望對操作滾齒機的工作者有所幫助!